





1、五金冲压件在安装和使用前应严格检查,污垢应,拉延冲压件的导向套和模具应仔细检查是否润滑良好。定期检查冲床转台和冲压件的模具安装底座,以确保上下转台的同轴精度。
2、 在五金冲压件加工时,如果需要对模具进行一定的调整和安装,要先关闭电源在行动,虽然不关闭电源也能进行,但是危险指数会大大增加,所以为了,一定要在电源完全关闭机器完全停止运转后进行操作。
3、五金冲压件加工中,紧固螺丝的存在会对五金冲压件加工有一定的保障作用,为了让这个保障不变成一个隐患,一定要经常对紧固螺丝进行紧固,保证紧固螺丝能够起到保障的功能。
4、安装防护装置。由于生产批量小,在既不以实现自动化,又不能使用冲压工具的冲压作业中,必须安装防护装置,以防止由于操作失误而造成的伤害事故。各种防护装置有各自不同的特点和使用范围,使用不当仍然会发生伤害事故。因此,必须弄清各种五金冲压件加工防护装置的作用,以做到正确使用,保证操作。
5、冲压件的凸模和凹模刃口磨损时应及时停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,加速模具磨损,降低冲件质量和模具寿命。
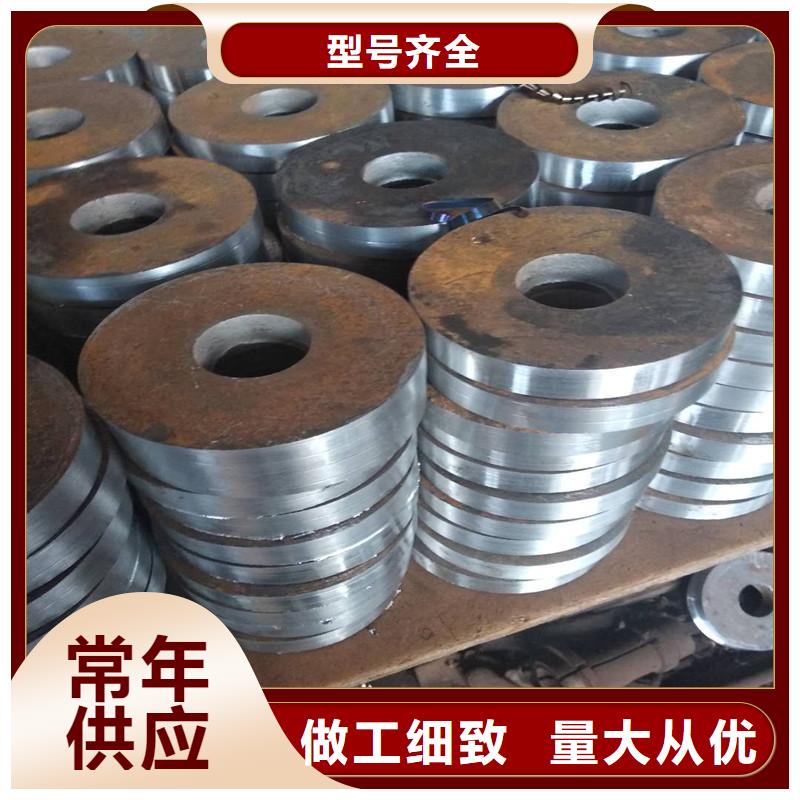
以上就是五金件冲压件加工注意事项,我公司主要加工五金冲压件,不锈钢冲压件,铜铝件,汽摩配件,家具五金配件等,并且可以根据用户的需求进行对冲压模具设计制造,公司拥有先进的冲压件设备以及拥有多年工作经验的技术人员,产品品种齐全,质量上乘,价格合理。



汽车上小冲压件所用钢一般为DC01、ST12、SPHE、SPHC这些材料的很常用,常用的还是DC01和ST12、这两种材料在实际应用中还是可以等效的。
在选择材料时,首先根据汽车冲压类型和使用特点,来选择具有不同力学性能的金属材料,以达到既能保证产品质量,又能节约材料的目的。
通常在选择汽车冲压件材料时应遵循以下原则:
a 所选材料首先应满足汽车零部件的使用性能要求;
b所选材料要有较好的工艺性能;
c所选材料要有较好的经济性。





冲压件拉深加工过程中应该选择什么润滑剂,才能对冲压件的生产有帮助?冲压件加工厂我会在家里给你看的。
注意以下5个方面:
1、冲压件拉深材料的应力不大时,可以使用没有填充物的油润滑剂。
2.当冲压件材料的应力接近强度极限时,应使用含有大量粉末填充物(如白垩纪、石墨、滑石等,低于20%)的润滑剂。
3、冲压件薄拉拔时润滑剂不是为了减少摩擦,而是起到冷却模具的作用,因此不能使用干摩擦。
4.拉动锥形五金零件时,如果要求通过润滑液继续通入,以增加摩擦阻力,减少起皱,一般会使用乳化液。
5.在深度拔钢五金零件时,经常在毛坯表面镀上或引燃铜,使毛坯桌成为与冲压件模具的隔离层。可以储存液体,并在拉拔过程中具有自润滑性能。不锈钢、高温合金等粘性模具拔下剧烈的材料时,通常需要隔离毛坯表面。


折弯一般顺序:
1、先短边,后长边:一般来说,四边都有折弯时,先折短边,后折长边有利于冲压件的加工和折弯模具的拼装。
2、先外围后中间:正常情况下,一般是从冲压件的外围开始向工件的中心折弯。
3、先局部后整体:如果冲压件内部或外侧有一些不同于其他折弯的结构,一般是先将这些结构折弯后再折弯其他部分。
4、考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或冲压件上的障碍物适当调整加工顺序。
连续折弯冲压件在安照这四个原则设计好折弯顺序后,再检验一下能不能满足以下几个要求:
1、要考虑折弯机的刀具是否符合图纸R的要求。
2、要看折弯机的下刀或夹具是否挡住下次折弯的位置。
3、看上次折弯在本次折弯后,是否与折弯刀具和夹具刮蹭、碰撞。
4、看 要折弯的那一道是否与折弯刀具和夹具刮蹭、碰撞。
5、看是否可以利用上次折弯的尺寸做为下次折弯的定位基准。


